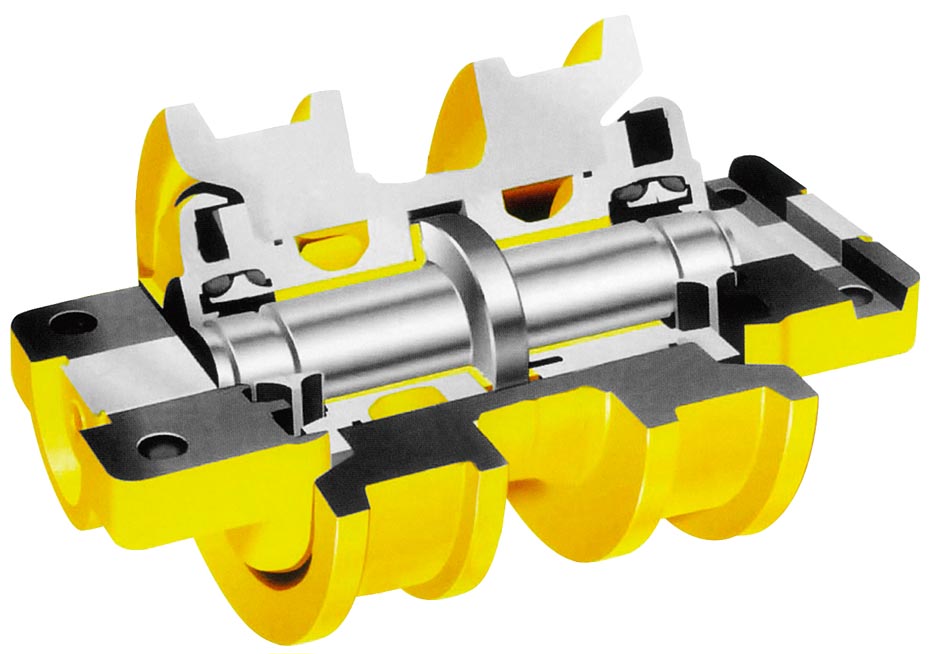
Ներքևի գլանափաթեթի կառուցվածքը հիմնականում բաժանված է անիվի մարմնի, կրող անիվի լիսեռի, լիսեռի թևի, լողացող յուղի կնքման և վերջի ծածկույթի:
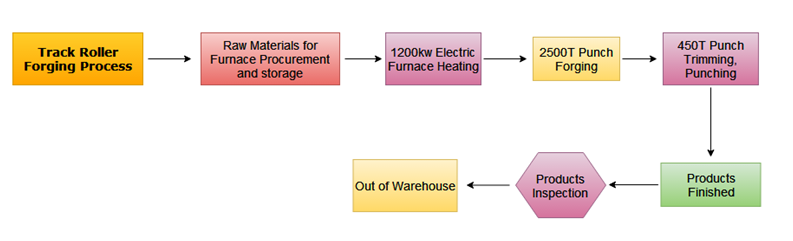
Բարձրորակ ուղու գլան պատրաստելու համար հիմնականում կախված է դրա պողպատի կատարումը:Գլանափաթեթի մարմնի նյութը ընդհանուր առմամբ 50Mn, 40Mn2 է (MN՝ մանգանի տարրի հոմանիշ):Արտադրական գործընթացը բաժանված է ձուլման կամ դարբնոցի, հաստոցների, ապա ջերմային մշակման:Անիվի մակերեսը մարելուց հետո կարծրությունը հասնում է HRC55~58-ի՝ անիվի մակերեսի մաշվածության դիմադրությունը մեծացնելու համար:
Աջակցող գլանափաթեթների մշակման ճշգրտության պահանջները համեմատաբար բարձր են:Ընդհանուր առմամբ, CNC հաստոցները պահանջվում են մշակման համար՝ պահանջները բավարարելու համար:
Կան ավելի շատ նյութեր 40Mn2, իսկ կարծրությունը հասնում է մոտ HRC52-ի:




Ինչի՞ վրա պետք է ուշադրություն դարձնել սալահատակի գլանի շահագործման ժամանակ:
1. Պավերի շահագործման ընթացքում մի ժամանակ անցած ճանապարհը չպետք է չափազանց մեծ լինի, իսկ արագությունը չպետք է լինի շատ արագ;Երկարատև արագ վարման ժամանակ հենակետային անիվները բարձր ջերմաստիճան կառաջացնեն, և քսայուղը կծկվի նոսրացման պատճառով:Վնասեք կրող անիվներին:Հենց հայտնաբերվի, որ գլանափաթեթը վնասված է, այն պետք է ժամանակին փոխարինվի, հակառակ դեպքում ավելորդ ուժի պատճառով հարակից գլանները նույնպես արագ մաշված կլինեն:Աջակցող գլանափաթեթները փոխարինելիս պետք է հաշվի առնել մաշվածության վիճակը:Եթե մաշվածության աստիճանը փոքր է, այն կարող է փոխարինվել միայնակ, հակառակ դեպքում բոլորը պետք է փոխարինվեն, որպեսզի չարագացնեն նոր փոխարինող գլանակի մաշվածությունը:
2. Քանի որ սալահատակը չափազանց ծանր է, ամբողջ մեքենայի ծանրության կենտրոնը շեղված է, ուստի սալահատակի հետևի գլաններն աշխատանքային գործընթացի ընթացքում կրում են ամենամեծ ուժը, որը հեշտ է վնասվել, և սալահատակը կարող է վնասվել. վնասված է, եթե այն վնասված է:Քայլելիս երեսպատումը կբարձրանա և իջնի, ինչը կհանգեցնի ասֆալտապատ ճանապարհի ալիքաձև լինելուն, ինչն ուղղակիորեն ազդում է ճանապարհի հարթության վրա։
Խնդիրներ, որոնք հակված են սալահատակի գլանափաթեթներին.
1. Գլանային մարմնի հագնում:Այս իրավիճակի պատճառն այն է, որ օգտագործվող պողպատը որակավորված չէ կամ ջերմային մշակման ժամանակ նյութի կարծրությունը ցածր է, և մաշվածության դիմադրությունը բացակայում է:
2. Յուղի արտահոսք.Կրող անիվի լիսեռը անընդհատ պտտվում է լիսեռի թևի միջով, և անիվի մարմինը պետք է յուղել, որպեսզի այն հարթ լինի, բայց եթե կնքման օղակը լավ չէ, հեշտ է յուղի արտահոսք առաջացնել, այնպես որ լիսեռը և լիսեռի թեւը հեշտ է կրել, երբ հարթ չեն:Ձևավորված արտադրանքը հնարավոր չէ դադարեցնել օգտագործել:
Նավթի արտահոսքի մի քանի պատճառ կա՞:
1. Չորակավորված լողացող նավթի կնիք
2. Ապրանքի թևի կլորությունը բավարար չէ
3. Հենակետի անբավարար փայլ
4. Փոխանցման յուղը չի համապատասխանում ստանդարտներին
5. Չափային հանդուրժողականությունների մշակման խնդիրը և այլն կհանգեցնի գլանափաթեթների մեջ նավթի արտահոսքի
JINJIA MACHINERY-ն ինժեներական մեքենաների լայնածավալ բիզնես է, որն ունի ներքևի գլանափաթեթի, վերին գլանափաթեթի, պտտաձողի, պարապ և ուղու շղթաների և վազքի կոշիկների լայն տեսականիով և լավ համբավով 1990 թվականից:
Հրապարակման ժամանակը՝ հոկտ-23-2021



