Mաին լիսեռ :Mնյութը 50Mn բարձրորակ ածխածնային կառուցվածքային պողպատ է, C պարունակությունը տատանվում է 0.48-ից 0.56%, Si պարունակությունը տատանվում է 0.17-0.37%, Mn պարունակությունը տատանվում է 0.7-ից 1.0%, S պարունակությունը տատանվում է 0.035%-ից պակաս, P պարունակությունը տատանվում է: 0,035%-ից պակաս, և Cr-ի պարունակությունը տատանվում է 0,25-ից մինչև 0,30%, Ni-ի պարունակությունը՝ 0,30%-ից պակաս, և Cu պարունակությունը տատանվում է 0,25%-ից պակաս: Նրանց թվում, Mn-ը լեգիրված պողպատի կարևոր տարր է, որը կարող է բարելավել նյութի ճկունությունը և պլաստիկությունը, ապահովել բավարար ամրություն և մաշվածության դիմադրություն:Ջերմային մշակումից հետո 50Mn պողպատն ունի բարձր ամրություն և կարծրություն, գերազանց ներթափանցում, խորը կարծրացնող շերտ և նուրբ պեռլիտի հյուսվածք և լավ մեխանիկական կատարում:
Հիմնական լիսեռի նախագծման ստանդարտները պահանջում են 2-ից 7 մմ կարծրացնող շերտի խորություն և 50-ից 62 HRC կոփման կարծրություն:
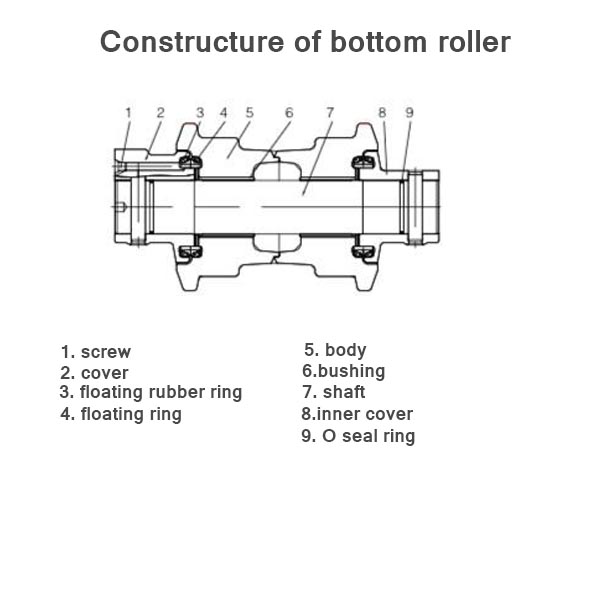
Մարմին :Մաշվածության դիմադրությունը բարելավելու համարtդարակ գլան's մարմինը, նյութը 40Mn2 համաձուլվածքով կառուցվածքային պողպատից է, C պարունակությունը տատանվում է 0,37-ից 0,44%, Si պարունակությունը տատանվում է 0,17-ից 0,37%, Mn պարունակությունը տատանվում է 1,4-ից 1,8%, P պարունակությունը տատանվում է 0,030%-ից պակաս, իսկ S պարունակությունը՝ տատանվում է: 0,030%-ից պակասից:
Այն ներքեւի գլանմարմինը կաղապարվում է դարբնոցային գործընթացով: Կաղապարումից հետո կոպիտ անիվի մարմինը կոփվում է, որպեսզի հասնի 26-32HRC կարծրություն՝ պահպանելու բարձր ամրությունը, պլաստիկությունը, ամրությունը և ընդհանուր մեխանիկական կատարումը անիվի մարմնի ներսում:Անիվի մարմնի մակերեսը ենթարկվում է մարման մշակման՝ հենակետային անիվի երկաթուղու մակերևույթի կարծրությունը և մաշվածության դիմադրությունը բարձրացնելու համար: Հանգստացնող կարծրությունը 50-58HRC է, 6-12 մմ խորությամբ:Սա հանգեցնում է երկաթուղու մակերեսի կարծրության և շղթայական կապի հոդերի կարծրության հիմնական նմանությանը (48-58HRC):
Կնիք:Չափը և մակերեսի կոշտությունըO-ringպետք է համապատասխանի դիզայնի պահանջներին: Զուգավորվող մակերեսը պետք է կլորացված լինի և մաքրվի ցանկացած փորվածքներից և սուր եզրերից:
Լողացող կնիքի ռետին և O-մատանիպետք է ընտրվի բարձրորակ բուտիլային կաուչուկից: Ներքին տրամագիծը, թելի չափը, առաձգականությունը, կարծրությունը (Shore) և մակերեսի հարդարումը պետք է համապատասխանեն ստանդարտներին:Մոնտաժումից առաջ վերը նշված բոլոր տարրերը պետք է ստուգվեն և որակավորվեն վերը նշված ստանդարտներին համապատասխան նախքան տեղադրումը:
Բացը :Առանցքի հիմնական առանցքի և առանցքի վրա գտնվող հանգույցի միջև հեռավորությունըակմարմինը պետք է լինի 0,2-0,4 մմ: Պտտվող ժամանակ չպետք է արգելափակում լինիխնդիրև լավ կնքման կատարում, յուղի արտահոսք չկա:
Քսում :Կրող յուղը մեջուղու ռոլr պետք է ներարկվի նավթի պոմպի միջոցով: Անհրաժեշտության դեպքում քսայուղի մածուցիկությունը կարող է համապատասխան կերպով մեծացնել:Նախքան կրող յուղը ներարկելը, հնացած քսանյութը պետք է ցամաքեցնել:Այնուհետև նոր քսանյութը պետք է ավելացվի յուղի խցանման անցքին, մինչև յուղը դուրս գա:Քսայուղը ներարկելիս պետք է հանել հանգույցի կափարիչի պտուտակը, իսկ յուղման սարքի յուղման ծայրը պետք է սեղմել յուղի ալիքի ուսին: Յուղի խցանման պտտման ոլորող մոմենտը պետք է վերահսկվի 157-255 Նմ միջակայքում:
Հրապարակման ժամանակը` 05-05-2023



